
FABLE
福邦潤滑油
東莞市東亞石油化工有限公司
安全 · 環保

彎管工藝現象
不銹鋼管材的工件在加工的過程中特別容易粘模,加工的過程中容易導致工件的拉花和損壞起皺,怎么辦?選擇抗磨性好的不銹鋼彎管油顯得非常重要。
好的彎管油在彎管加工中能很好附著在加工工件上,粘度適合,在工件和模具中形成一定的保護膜,有效防止拉花,提高工件的加工質量,減少廢品率。
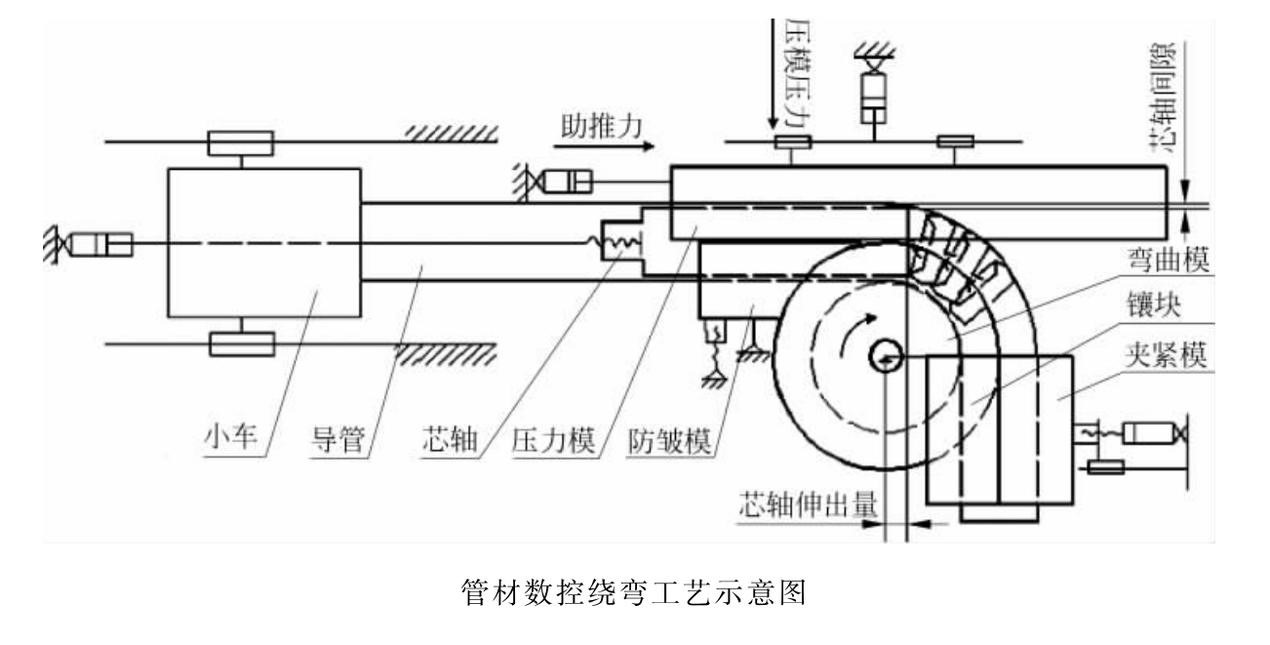
管材塑性彎曲成型是指管材在多模具協同作用和嚴格配合下發生塑性變形,從而獲得空間任意曲線形狀制品的重要加工方法。
管件常用材質分為黑色金屬和有色金屬:
● 黑色金屬材料:鋼,鋼合金和不銹鋼。
● 有色金屬材料:鋁,銅和鎳等。

彎管常用的設備有液壓彎管機和數控彎管機,在汽車行業,工業化生產一般使用數控彎管機,產品精度和生產效率會更高。
1
福邦潤滑油
FABLE oil

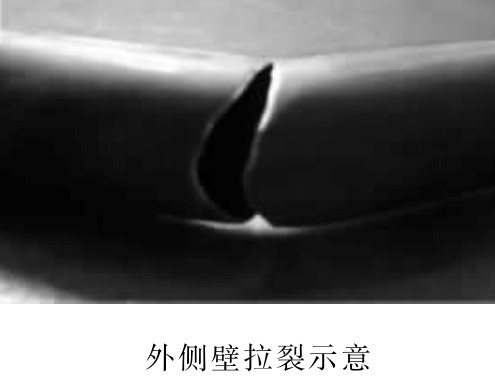
像我們處理一些客戶過程中,會遇到做不銹鋼彎管拉伸成型的,通過了解,如客戶加工的材料是304不銹鋼,厚度為0.8-1.2mm之間。由于客戶對金屬加工油的了解不足,所以只使用礦物油作為不銹鋼彎管成型油,結果有些部位出現了拉裂,拉爆等問題。如果只使用礦物油,油膜強度不能滿足要求,油膜容易破裂,會引起金屬與金屬的接觸,產生燒結。
產生外壁開裂的原因有:
● 管材的熱處理不當
● 壓模壓力過大,管材彎曲過程中材料流動阻力太大。
● 芯軸與管材內壁的間隙過小,導致摩擦力太大。
● 芯軸伸出量過大等
為防止管材的外壁開裂,在排除熱處理和材質本身的因素外,對壓模壓力、內壁間隙,芯軸伸出量及潤滑情況等都需要進行檢查。
管材內彎側起皺
彎管起皺主要發生在內彎側,通常分為3種情況:
1. 前切點處起皺
2. 后切點處起皺
3. 圓弧內側全起皺
● 前切點起皺一般由于芯軸安裝時伸長量過小,管壁在彎曲過程中得不到芯棒的支撐。
● 后切點起皺一般由于沒有安裝防皺模或防皺模安裝位置不對。
全起皺的原因較為復雜,主要在于:
○ 防皺模位置靠后或形槽尺寸過大,防皺模起不到支撐管壁的作用。
○ 壓模壓力過小,管材與防皺模間隙過大。
○ 芯軸直徑尺寸過小和位置不合理等
為防止彎管內側起皺,若前切點起皺,應向前調整芯棒位置;若后切點起皺,應加裝防皺模,調整合理的傾角和壓模壓力;若全起皺,除調整壓模壓力外,還要檢查芯軸直徑,直徑太小或磨損嚴重時需要及時更換。
02
原理
FABLE oil

旋轉拉伸彎曲
使用模具和在旋轉動作中工作的各種部件的組合來彎曲管材。該動作將管材向前拉,在管道中形成所需的彎曲。旋轉拉伸彎曲分為有芯軸彎曲和無芯軸彎曲。
當極壓劑會產生化學或物理吸附,在金屬表面形成堅實的潤滑膜,能使潤滑性能得以提高。特別是當磨擦面的溫度升高到一定溫度時,油性極壓劑吸附膜的分子排列會遭到破壞,失去潤滑效果。此時,覆蓋在兩個金屬表面的邊界潤滑膜消失,金屬之間產生了直接接觸。直接接觸面積增加,磨擦能量便隨之增加,從而導致溫度上升,其結果容易發生所謂燒結現象。在這種情況下,為了達到既使溫度上升,仍能防止兩個金屬面直接接觸的目的而使用的添加劑便是極壓劑。極壓劑是通過磨擦界面上產生的高溫使其本身發生化學變化,在磨擦著的金屬面上生成剪切力,并能起著有效保護作用的邊界潤滑膜。
03
我們的解決方案
FABLE oil

滾動彎曲
當需要大半徑彎曲或曲線時使用此方法,管材穿過一系列呈金字塔排列的三個輥子。
因此,彎管拉伸成型并不是只要潤滑性好就可以了,還必須要有極壓性,你的彎管件才不會拉爆裂,不會出現拉傷痕。特別是304不銹鋼彎管拉伸成型工藝,對拉伸油的極壓性要求是比較高的,稍有不慎就會出現客戶所說的拉爆、拉裂現象。
在工藝參數設置合理的情況下,東莞市東亞石油化工有限公司可提供半流體狀凝膠狀態的水溶性彎管潤滑劑產品,專門替代彎管過程中應用的油基型、油水分散型(乳化型)等含油潤滑劑。經實踐證明,可以滿足汽車行業彎管的需求。
 辦公地址:東莞市長安鎮德政中路78號
辦公地址:東莞市長安鎮德政中路78號
 東莞工廠:廣東省東莞市長安鎮涌頭德政東路40號之三101廠房
東莞工廠:廣東省東莞市長安鎮涌頭德政東路40號之三101廠房
 電話:0769-85384490、85317586、81605086
電話:0769-85384490、85317586、81605086
 QQ:1228716163
QQ:1228716163  傳真:0769-85311913
傳真:0769-85311913 郵箱:dy@m.aaaer.cn
郵箱:dy@m.aaaer.cn
越南 北越工廠:越南北寧省北寧市克念坊福安工業園A2-3棟
越南 南越工廠:平陽省新淵縣 新福慶市 慶和區 第5組8號508地塊
 阿里旺鋪
阿里旺鋪